
Fabrisonic has repeatedly proven Ultrasonic Additive Manufacturing’s (UAM’s) ability to print fully dense hermetic heat exchangers with complex internal fluid passageways.
The company is thrilled to report that some of these UAM heat exchangers have passed NASA Jet Propulsion Lab’s harsh testing criteria. NASA’s JPL testing includes experiments such as thermal shock, hermeticity, burst and even vibration testing for simulation of an Atlas V rocket launch.
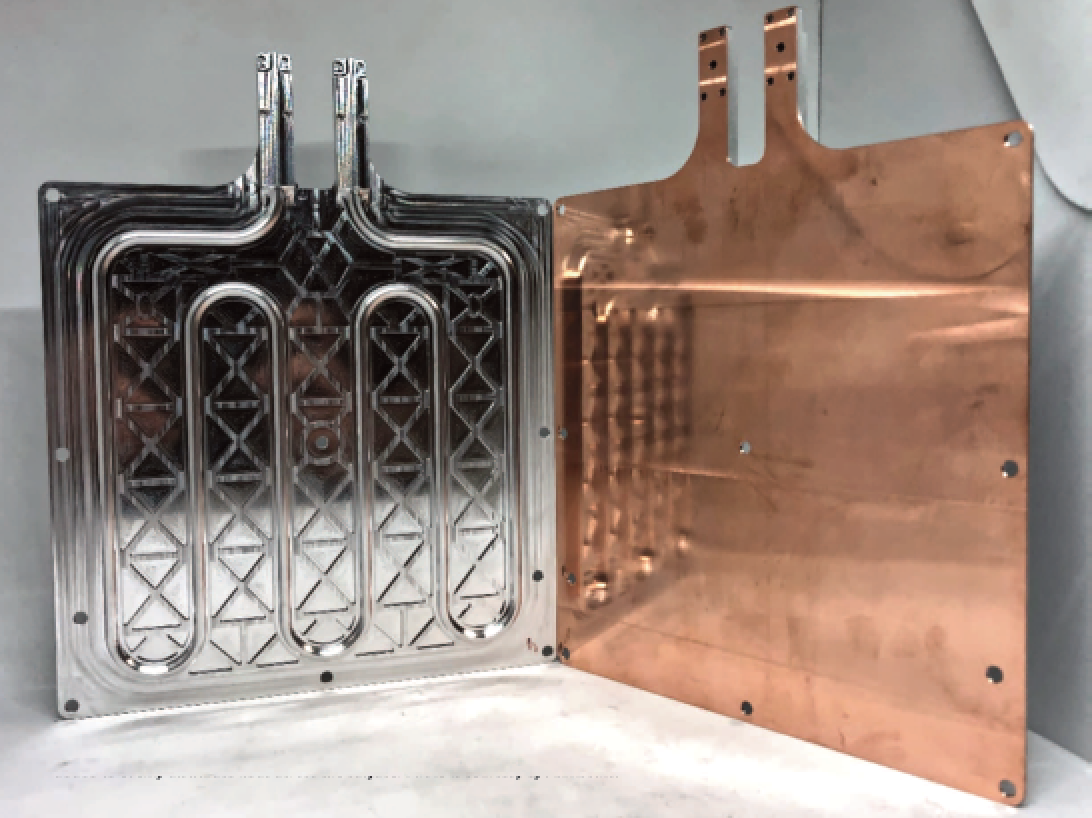
3D printed radiators with multiple metals. Aluminum is used for light weight and a thin copper layer is added to evenly distribute heat across the surface. Photo is courtesy of Fabrisonic.
In other news, Utah State University’s College of Engineering gave Fabrisonic the chance to showcase the strengths of solid-state, 3D metal printing in yet another out of this world application. Utah State University is a world leader in the research, design and manufacture of smallsats.
As the satellite industry drives for more thermal efficiency in smaller and lighter packages, engineers are responding by using additive manufacturing to get creative in designing parts that fulfill multiple roles. USU’s team approached Fabrisonic to help manufacture two separate parts of a satellite thermal system.
The first part is a large, deployable radiator panel designed to fold out of the satellite after launch. In this component, Fabrisonic’s patented UAM process of metal 3D printing allowed for the cooling channels to be routed in the most optimum layout.
Additionally, UAM’s solid-state, low-temperature attributes allowed printing most of the heat exchanger out of 6061 aluminum while also printing a small section of copper.
In these dissimilar, metal combinations, the copper acts as a wicking heat spreader to allow the entire surface of the radiator to approach a single temperature (thereby increasing overall performance and efficiency.)
The second component to USU’s thermal system is a heat exchanger that acts as both a mount for a cryocooler and a fluid loop for heat transfer. While this heat exchanger may look like a solid block of aluminum from the outside, hidden inside is a complex channel layout with paths that ultimately connect multiple components and sensors.
For parts such as this, UAM enables complex heat exchanger designs, while the hybrid printing systems (additive and subtractive manufacturing ) allow all internal channels to have CNC accuracy and surface finish. Compared to other metal 3D printing processes, UAM excels in its ability to achieve smooth surface finishes (without post-processing) whereby fluid flows and pressures are uninhibited by rough surfaces.
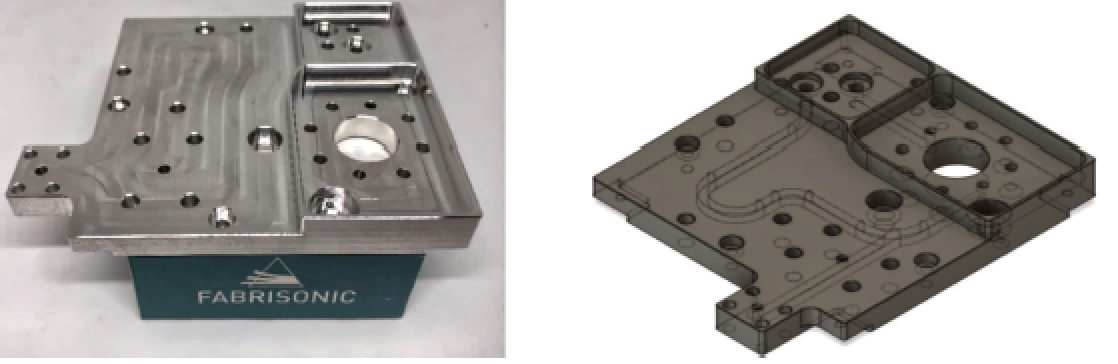
3D printed cryocooler mount
Increasingly, there is a need for high-performance thermal management devices that can pull heat out of smaller and smaller areas at higher and higher rates. This push for increased efficiency of traditional thermal management devices has brought forth the need for designs only possible through 3D printing. Additive manufacturing is uniquely enabling to heat exchangers in that 3D printing allows:
Complex fluid path designs
Historically, specialty heat exchangers are made using traditional CNC machining to create planar arrays of cross-drilled holes. CNC machining limits the shape of the internal passageway. In contrast, UAM allows internal geometries to be fully optimized for localized thermal performance.
Consolidation of multiple components into a single part
Traditionally, more complicated thermal devices are made using a series of connected machined components joined via brazing or diffusion bonding. However, these additional steps are expensive, time-consuming, and undesirable on the production level. 3D printing removes all connections allowing for uniform thermal expansion and removal of problematic joints.
Higher performance
In most traditional production methods, the air gap, material selection, and channel sizes can never be fully optimized. However, using processes like UAM, multi-materials can be selectively mixed to optimize thermal performance while also removing air gaps and breaking the limitations of traditionally machined heat exchangers.

Mark Norfolk, PE, is president and CEO of Fabrisonic. Fabrisonic was formed in 2011 to consolidate the intellectual property of EWI, a nonprofit independent engineering consultancy. Mark has more than two decades of experience in manufacturing and R&D. In his role with EWI, Mark lead EWI’s & Fabrisonic’s commercialization of 3D metal printing and Ultrasonic Additive Manufacturing. Prior to Fabrisonic, Mark held numerous positions with Deere & Company. He received his MBA from The University of Iowa and a BS in welding engineering from The Ohio State University.

Dan King is a production engineer at Fabrisonic. Dan started as an intern with Fabrisonic, having studied mechanical engineering at The Ohio State University. Prior to Fabrisonic, Dan worked as a student supervisor at the university’s student machine shop. He was also an intern at Monk Engineering also in Columbus Ohio.